崔旭阳1、杨俊红1、邓磊1、雷万宁2,黄涛2,白超2
(1.中低温热能高效利用教育部重点试验室,天津大学机械工程学院,天津300072;2.陕西启迪瑞行清洁能源科技有限公司,西安710100)
摘要:以陕西地区苹果树修剪枝为原料,采用自制的生物质成型燃料多参数调控试验系统,分析单颗粒成型过程中的压力-位移曲线,考察基质含水率(5%〜20%)、成型温度(70~150℃)和压力(80~120MPa)对颗粒燃料成型能耗的影响。结果表明:随着压具位移的增加,挤压过程的压力变化呈3个阶段:松散段、过渡段和压紧段;推出过程的压力变化总体呈波动下滑的趋势,且初期压力波动范围较大。试验范围内,随着温度的升高,挤压能耗降低、推出能耗升高;随着压力的增大,二者均升高;基质含水率影响趋势相同,15%均达到最低值(29.47、4.79J/g)。
引言
我国“十三五”能源规划指出,生物质成型燃料是生物质能利用的重要途径之一[1],而成型燃料在制备过程中的能耗问题是影响生物质成型燃料成本和产业发展的重要因素。李在峰等[2]研究表明:生物质原料在环模常温成型过程中成型能耗占综合能耗的90%以上。很多研究关注某种能源作物在单位时间内生产成型燃料所消耗能量与该段时间内生产成型燃料质量的比值(比能耗)。O’Dogherty等[3]和Faborode等[4]研究均得出大麦秸杆的比能耗在5~25J/g之间,并建立比能耗与松弛密度的线性关系式;柴琦等[5]对黧蒴栲和工业油料饼粕混合燃料进行压缩试验研究,在不同成型温度、压力、含水率条件下得到其成型比能耗为18~40J/g;邢献军等[6]对玉米秸秆进行热压成型试验,并得到其压缩能耗为3.0~5.0kWh/t。可见,由于生物质原料和压缩条件的多样性,不同生物质颗粒成型的比能耗有所不同。
陕西地区以苹果树为代表的林业废弃物年产量约为1×105kg[7],且以苹果树木屑为代表的生物质颗粒燃料在整个成型环节(挤压和推出)中的能耗关键参数研究鲜有报道。本文以陕西地区苹果树木屑为原料进行单颗粒成型试验,主要考察成型温度、成型压强、生物质含水率对成型过程中挤压能耗与推动能耗的影响,并进行机理分析,以期为改善陕西地区苹果修剪枝条制备颗粒燃料的规模化生产线提供科学依据。
1材料、设备及方法
1.1原材料及样品制备
试验原料:陕西地区苹果树修剪枝,由陕西汉沣新能源有限公司生产提供。
主要设备:101-1型电热鼓风干燥箱,天津市泰斯特仪器有限公司;FS-100型生物质粉碎机,山东恒乐新科科技设备有限公司;LBGF-8000型工业分析仪,鹤壁市蓝博仪器仪表有限公司;Flash EA1112型元素分析仪,美国Thermo ElectronSPA公司。
原料经粉碎、筛分(20~30目),收集直径约1mm的木屑。苹果树木屑,在热风干燥箱中干燥48h后利用超纯水对原料进行配水,控制其含水率为5%、10%、15%、20%。工业分析结果和元素分析结果如表1所示。

1.2试验系统及方法
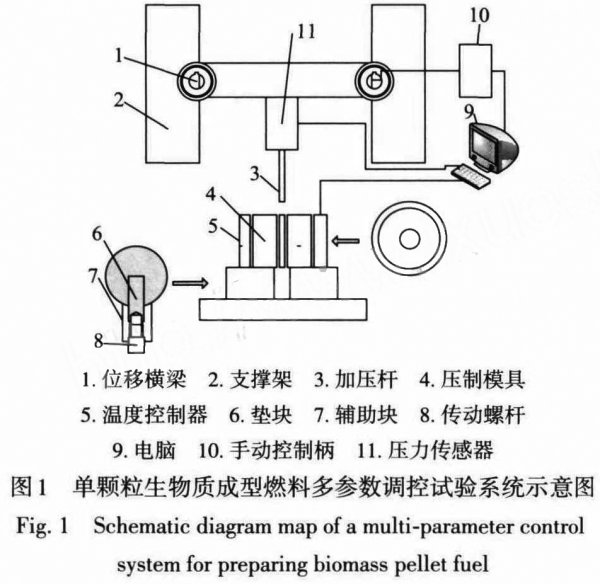
本试验在自行研制的生物质成型燃料多参数调控试验系统进行(由山东济南恒瑞金试验机有限公司搭建),试验系统由压模、底座、加热装置、力传感器、横梁、电机、温度控制器等组成,如图1所示,压制棒和模具孔相互配合,成型压强和成型温度分别由力传感器和热电偶分别监控,这些传感器直接与电脑相连接。此外,控制压制棒下行的相关程序可由电脑端进行编制控制(SmartTest软件,山东恒乐新科科技设备有限公司)。颗粒制备过程中的压力-位移曲线可从电脑中读出。
主要的试验步骤如下:
1)模具孔外配有温度控制装置。不同的温度设定由石棉包裹的硅胶加热片和热电偶共同完成,在加热过程中,热电偶不断监控其温度变化是否达到设定温度(70~150℃),若已达到设定温度则关闭硅胶加热片,加热过程保持60min,目的是维持模具内壁温度场稳定,不锈钢垫块在加热前被放置在模具底部;
2)称取(1±0.01)g配好水分的样品,加人成型孔中;
3)将压制棒下端运行至成型人口附近;
4)采用程序控制压制棒,加压棒底端压力将由压力传感器测定得到(程序基本参数为:棒下移速度8mm/min,当棒受力达到0.01N时下移速度变4rmn/min,当棒底端压力达到设定压力厂(3.05~4.25kN)时,在尸值处停留30s,停止程序);
5)取出不锈钢垫块,记录压制过程的试验力-位移相关试验数据,记录能耗数据(参考使用Matlab2015软件中的积分循环计算处理试验数据计算该过程能量消耗);
6)通过软件控制加压棒以2mm/min由0N开始下移,将制成的颗粒推出压制槽,记录压制过程的试验力-位移图及相关试验数据,记录能耗数据(方法同步骤5);
7)将取出颗粒快速冷却至室温并称量,每次试验后,均用丙酮清洗模具并擦干净,每一样品试验重复3次。
1.3能耗指标
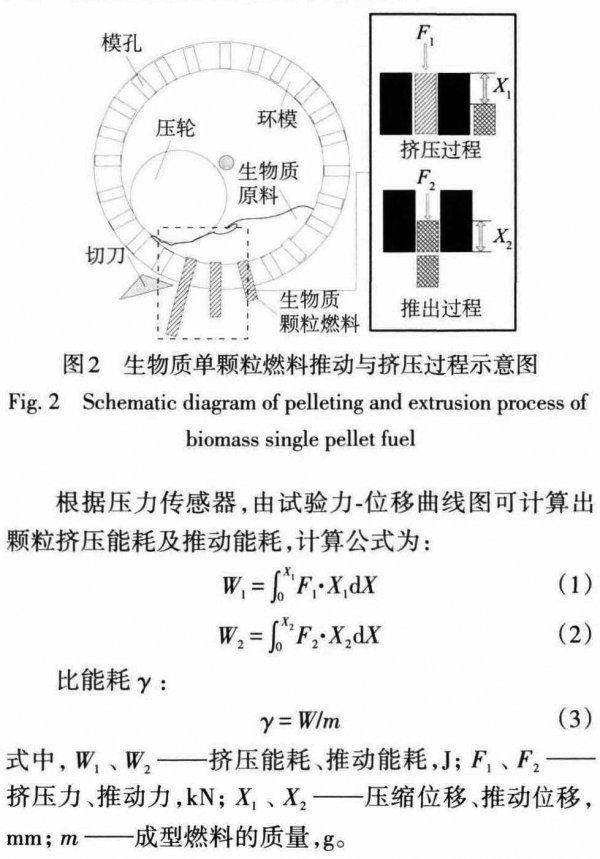
成型比能耗包括挤压比能耗、推动比能耗。如图2所示,前者表示挤压原材料团聚粘结过程中所需的能耗;后者表示产品成型之后,压杆在对颗粒施力到将成型颗粒完全退出模具过程中所做的功。
2结果与讨论
2.1单颗粒成型燃料的挤压过程苹果树木屑制备颗粒燃料成型挤压过程的位移与挤压力的变化关系曲线如图3所示。
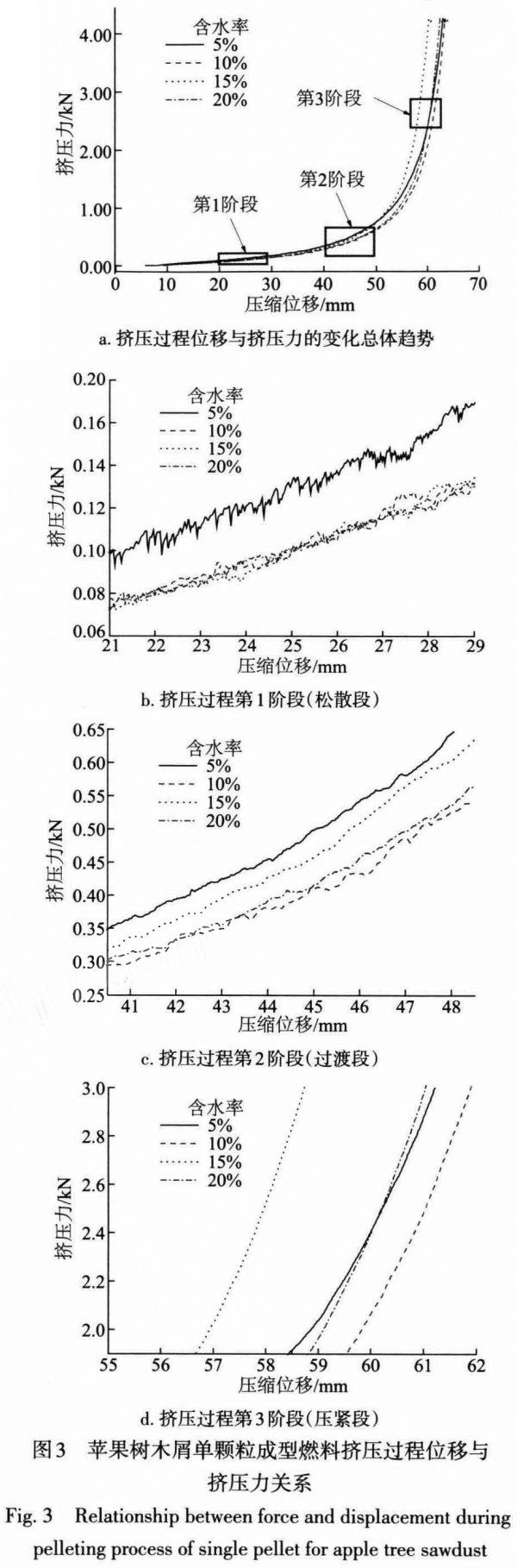
图3a所示为在成型压强110MPa、成型温度1501条件下,不同含水率对颗粒成型的挤压曲线,并以此为例来分析颗粒燃料在挤压过程中的形变关系。在图3a中,不同关键参数下,随着挤压深度的增大,挤压力均呈类似的三段式变化,即邓波等[8]提出的松散段一过渡段一压紧段,NASYS的模拟结果也显示生物质颗粒燃料在压缩过程中呈现这3个阶段。松散段发生在0~40mm处,挤压力变化与整体挤压过程相比,其值增加并不明显,如图3b所示,这是一段发生在松散段的位移与挤压力变化关系曲线,可以看出,挤压力值随着位移的深入,呈锯齿状抖动,并轻微爬升。从微观角度来看,这主要是由于物料在初期的压缩过程中,颗粒之间的空隙较大,颗粒粘结键和桥还未形成,颗粒受到挤压力后在模具中的位置变化巨大,所以压力传感器在松散段接收到的挤压力值呈银齿状波动。此外,由于含水率的减少,物料颗粒之间的粘结键和桥更难以形成[9],以在图3b中含水率5%的变化曲线相比10%、15%和20%的挤压力值抖动得更加剧烈。从宏观角度来看,由于位移深度的加深,物料在模孔中的体积变小,物料颗粒之间的粘结键和桥开始增多,物料颗粒逐步粘结聚团,挤压力随之轻微爬升,当物料聚团效果进一步明显时[10],挤压过程进人过渡段(40~53mm),如图3c所7K,这是一段发生在过渡段的位移与挤压力变化关系曲线,可以看出,与松散段的挤压力值相比,过渡段的挤压力值锯齿状抖动有所缓解挤压,挤压力值爬升更为明显,这也说明物料聚团效果与键、桥的形成数量在该阶段有明显提升,Chung等[11]研究给出了分子间牢固粘结的条件,并认为牢固连接的必要条件是分子紧密接触的距离在9A之内。之后,物料挤压成型进人压紧段(53~63mm ),如图3d所示,这是一段发生在压紧段的位移与挤压力变化关系曲线,可以看到,在压紧段挤压力值随位移深度的增大变化明显,几乎呈指数增长,颗粒燃料在该阶段很快成型,而与松散段、过渡段相比,之前的锯齿状波动几乎消失,在压紧段 ,物料颗粒的蛋白质被进一步挤压出来,颗粒之间的粘结键和桥得到进一步加强,颗粒成型效果在该阶段得到提升[12]。
2.2单颗粒成型燃料的推出过程
图4是苹果树木屑制备颗粒燃料推出过程的位移与推出力的变化关系曲线。
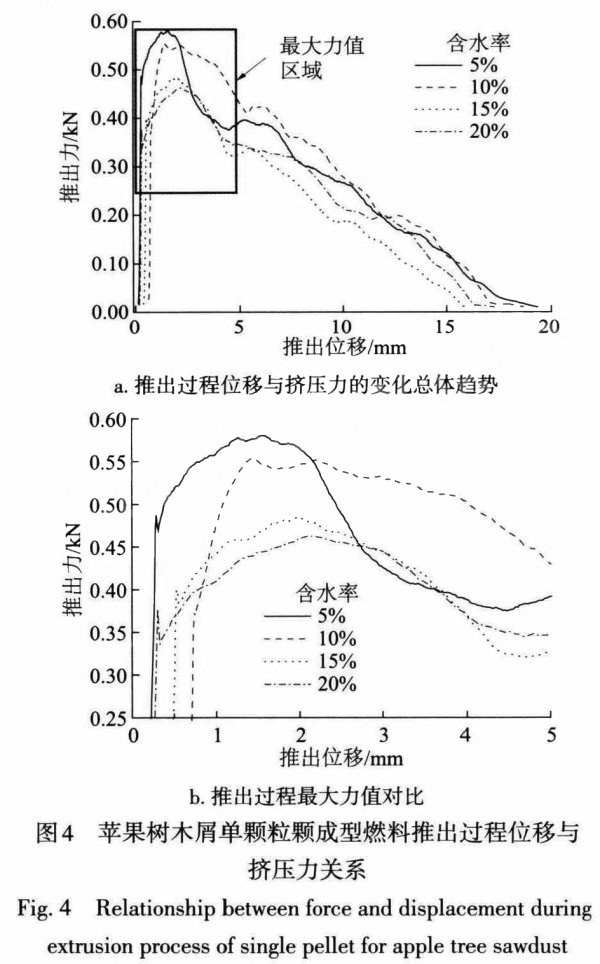
图4a所示为成型压强110MPa、成型温度150丈条件下,不同含水率对颗粒成型的推出曲线,以此为例来分析颗粒燃料在推出过程中的形变关系。不同关键参数下,随着推出深度的增大,推出力均呈类似的变化关系,即推出力快速升至最大值后,随之波动下滑,直至达到推出力最低值,且前期压力变化较大,将颗粒燃料推出模孔。柴琦等[13]在不同预热温度下将生物质颗粒推出模孔,也发现推出力与位移呈现波动曲线,且温度越低,波动越强烈。由图4b可看出,随着含水率的降低,推出力的最大值逐渐变小,这主要是由于初始物料含水率较大时,成型之后的颗粒表面含水量也较大,物料表面和模具内表面的润滑程度变大,摩擦力降低,从而减小了推出力值。
2.3温度对成型能耗的影响
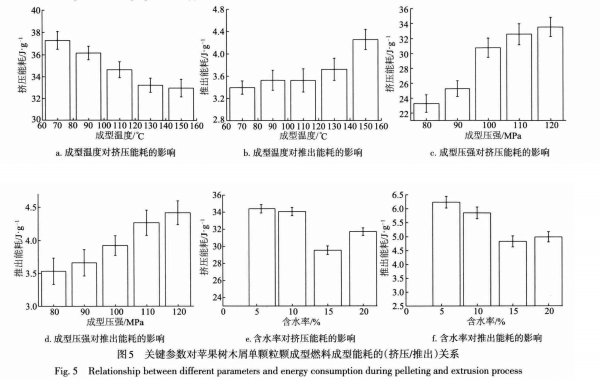
如图5a所示,成型温度确实会影响挤压能耗的值。在一定条件下(压强100MPa,含水率10%),当温度在由70℃升高至150℃时,挤压能耗的值逐步减小,并且最小值为33J/g,可见,此因素(温度)对颗粒燃料生产有显著影响。文献[13]显示,木质原料中包含的木质素是非晶体,温度升高到一定值(90±20℃)时变会发生软化,从而使粘结力增强,这说明升高温度会降低木质材料的韧性,木质素软化程度提升,这些事实造成颗粒挤压能耗随温度的升高而逐渐减小。然而,在相同条件下,推出能耗与温度的关系却截然相反。当温度由70℃升至150℃时,推出能耗由3.394J/g增至4.257J/g,其原因可能是由于木质颗粒的高分子材料属性(弹性和塑性)。木质生物质材料在受到压力后原料颗粒会由于压缩而产生弹性形变,加之其拥有不完全塑形,材料会对成型孔的壁面作用较大的力而产生较大的压力。结合文献[9],温度越高,木质材料越容易被压缩,材料越容易对成型孔的空间进行充分填充,且材料的不完全塑形会使颗粒对模具孔的压力不断增强。综上所述,在一定条件下,温度与推出能耗成正相关,温度升高,能耗值增大。
2.4压强对成型能耗的影响
如图5c、图5d所示,成型过程中的压力会影响挤压能耗和推出能耗的值。当压力由80MPa升至120MPa时,挤压能耗增大约43.9%(由23.27J/g升至33.49J/g),推出能耗增大约25.2%(由3.53J/g升至4.42J/g)。究其原因,压力使木质材料在水平方向(模具的径向方向)延展,原本细条状的木质材料开始朝薄片状转变,且由于木质颗粒的高分子材料属性(弹性和塑性),在升至屈服极限之前,压力增大则弹性形变增大,也就是说,在成型过程中,挤压能耗和压力变化成正相关。然而,在挤压成型结束后,颗粒已成型但此时木质材料由于不完全塑性,其对成型孔壁面的压力却随颗粒形变程度的增大而增大。综上所述,升高压力会使颗粒成型能耗增加。
2.5含水率对成型能耗的影响
如图5e、图5f所示,材料含水率会影响挤压能耗和推出能耗的值。在一定条件(温度为150压强为110MPa)下,当含水率由5%升至20%时,无论是挤压能耗还是推出能耗的变化趋势都类似,两者都在含水率15%时呈最低值(分别为29.47、4.79J/g),可见此因素(含水率)会对颗粒燃料生产能耗有显著影响,且在含水率较低和含水率较高时,其成型能耗均较高。文献[5,9]显示,水分在木质生物材料成型过程中,既扮演润滑剂的角色又起到粘结剂的作用。结合图5e、图5f,含水率过高或过低均会对成型能耗造成不利影响,究其原因,过低的含水率会降低木质材料中木质素的软化温度,这样会使相同温度下的木质材料更难成型,所以为了获得满足要求的木质颗粒,需要更高的成型能耗以满足产品要求。
然而,当含水率过高时,多余的自由水在颗粒之间蒸发,造成材料与壁面之间的摩擦加剧,这是在高含水率条件下造成能耗值增加的主要原因。综上,当含水率处于某一适度值时(在本文为15%),水分在木质材料颗粒之间起到很好的润滑和粘结功效,且一些天然粘结剂软化程度被逐步加深,这些事实促进了生物材料的快速粘结与成型,且水分的存在也降低了颗粒被推出时燃料颗粒与成型孔之间的摩擦。也就是说,适宜的水分含量将极大地降低颗粒燃料制备时的成型能耗。
3结论
1)苹果树木屑制备颗粒燃料的挤压过程可分为松散段、过渡段、压紧段。松散段的成型过程挤压力值成银齿状波动,缓慢提升;压紧段的挤压力值无锯齿状波动,指数升高;过渡段是物料颗粒间粘结键、固桥形成的主要阶段,其挤压力特征介于松散段与压紧段之间。而苹果树木屑制备颗粒燃料的推出过程力值呈波动下降趋势。
2)升高预热温度和减小成型压力均可有效降低苹果树木屑制备颗粒燃料的成型挤压能耗;同时预热温度和成型压力的提升均会加大颗粒燃料的推出能耗。
3)对于苹果树木屑制备颗粒燃料,其含水率在15%时,推出能耗和挤压能耗均为最低,分别为29.47、4.79J/g。

本文标题:生物质颗粒燃料的成型能耗试验研究 地址:http://http://test.pbmbk.com/pbwo730555z/company/23.html

 客服1
客服1